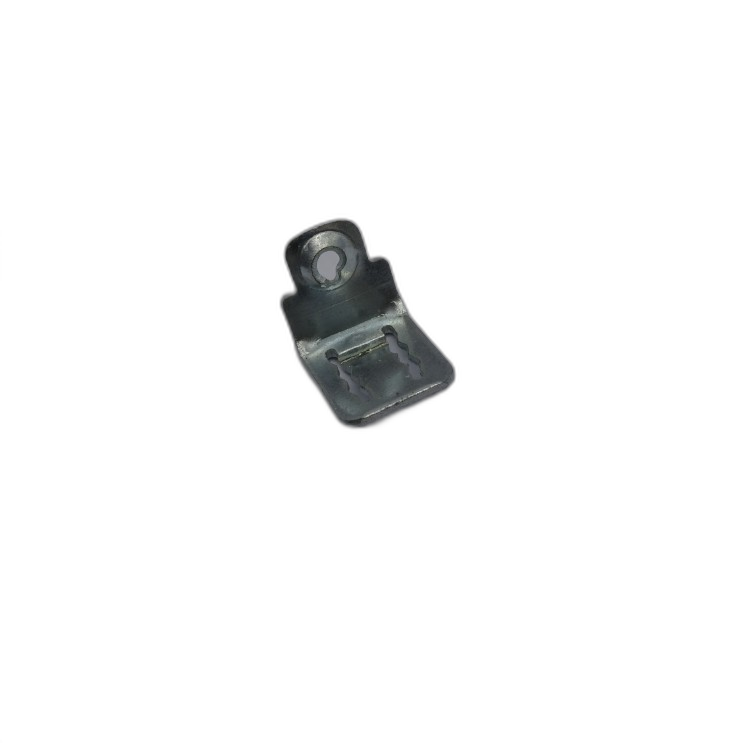

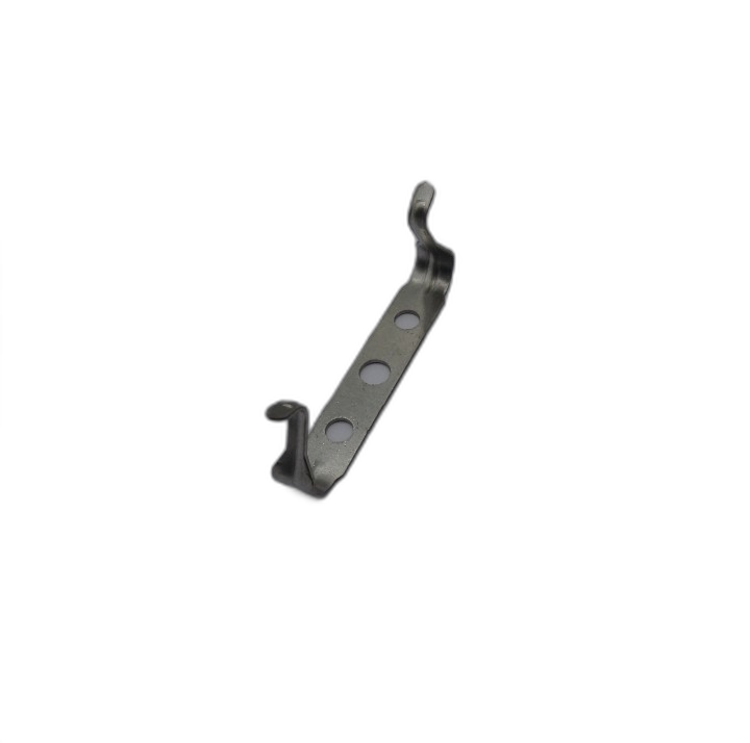
ସାମଗ୍ରୀ: ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଯେପରିକି 304 କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଗ୍ରେଡ୍;
ଗୁଣବତ୍ତା ମୁଖ୍ୟ ପଏଣ୍ଟଗୁଡିକ: ପରିମାପ ଏବଂ ସମାପ୍ତି |
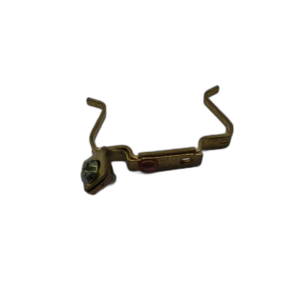
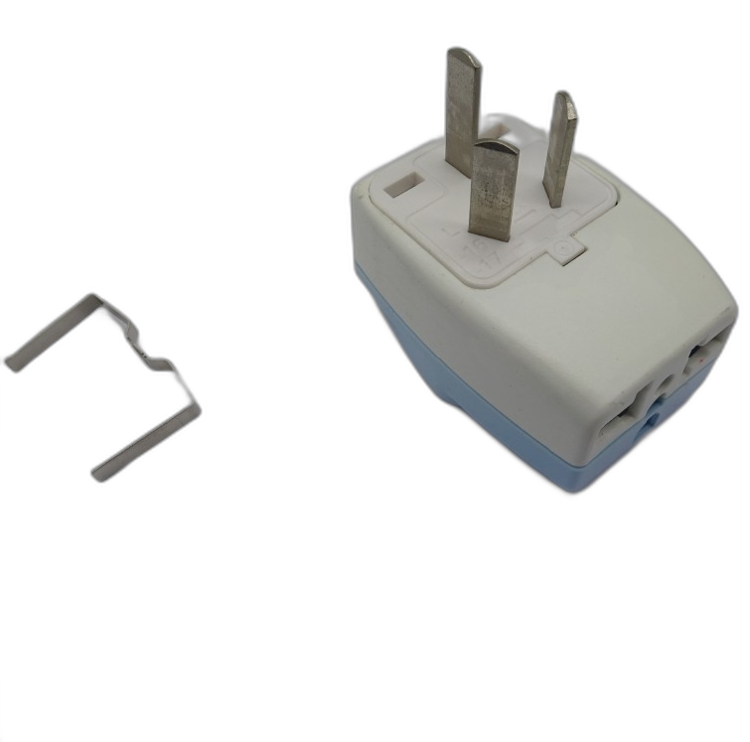
ନିର୍ଦ୍ଦିଷ୍ଟକରଣ: ସକେଟ୍ 0.8 ମିମିରେ ବ୍ୟବହୃତ ହୁଏ |ଇଲେକ୍ଟ୍ରୋନିକ୍ ଉତ୍ପାଦଗୁଡ଼ିକ ପାଇଁ, ଏହା ଡିଜାଇନର୍ ଏବଂ ପ୍ରକୃତ ବ୍ୟବହାର ଉପରେ ନିର୍ଭର କରେ;
ପ୍ରୟୋଗ:
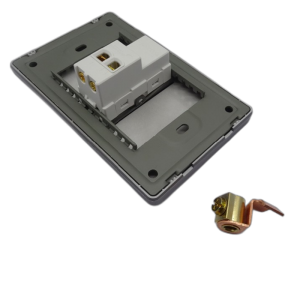
ସକେଟ୍, ସୁଇଚ୍ ଏବଂ ପ୍ଲାଷ୍ଟିକ୍ ଫାଷ୍ଟେନର୍ ଏକତ୍ର ମିଳିତ ହୋଇଛି;
ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ:
କଞ୍ଚାମାଲର କଠିନତା ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ପଦକ୍ଷେପ |ଉତ୍ପାଦନ ପୂର୍ବରୁ କଞ୍ଚାମାଲର କଠିନତା ନିଶ୍ଚିତ ହେବା ଉଚିତ୍ |ଯଦି କଠିନତା ଚିତ୍ରାଙ୍କନ ଅନୁମତି ଦିଏ ନାହିଁ, ସଂପୂର୍ଣ୍ଣ ଧାତୁ ଅଂଶର ଆକାର ବହୁତ ଭିନ୍ନ ହୋଇପାରେ |
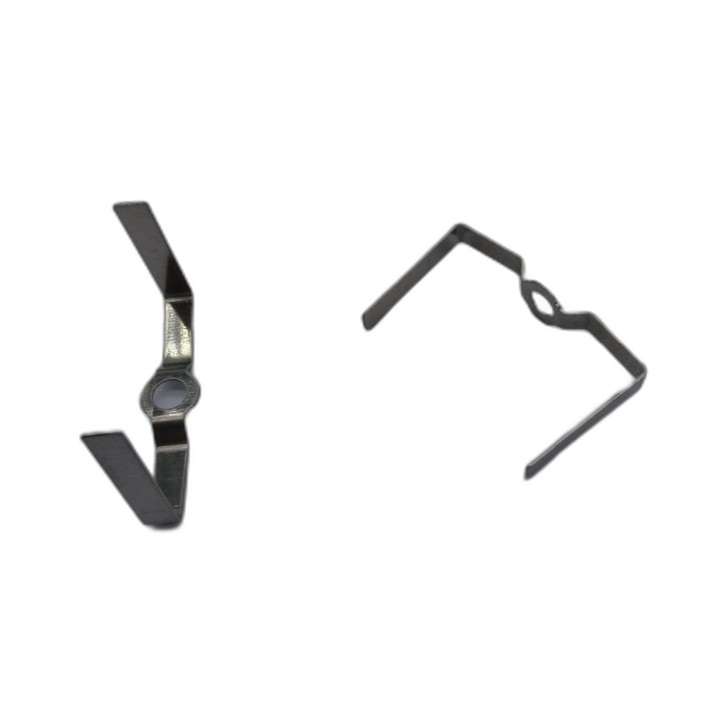
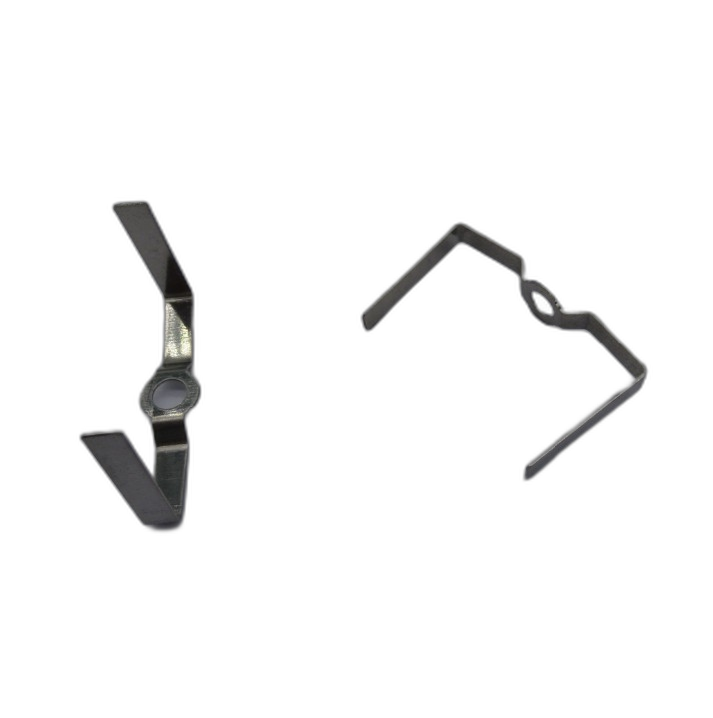
ବସ୍ତୁ ଗୁଣ:
ଚରିତ୍ର ବିଷୟରେ, ଏହା ଭୂପୃଷ୍ଠରେ ଅଧିକ ଚାହିଦା ଅଟେ |ବେଳେବେଳେ, ଏହାକୁ କଞ୍ଚାମାଲରୁ ପଲିସ୍ କରାଯିବା ଉଚିତ |ବେଳେବେଳେ, କଞ୍ଚାମାଲର ସମାପ୍ତ ଉତ୍ପାଦ ମ୍ୟାଟ୍ ହୋଇଥାଏ |
ପ୍ରଶ୍ନ:
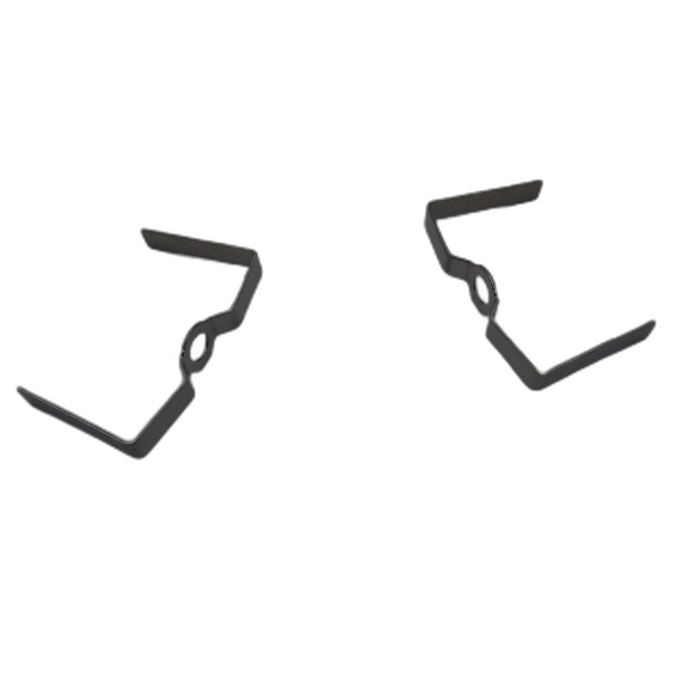
ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଅଂଶଗୁଡ଼ିକର ପ୍ରଗତିଶୀଳ ମୃତ୍ୟୁ କାହିଁକି ଏତେ ଅଧିକ?ଏହା ବସ୍ତୁ ଗୁଣ ଯୋଗୁଁ ହୋଇଥାଏ |ଏହି ସାମଗ୍ରୀ ତିଆରି କରିବା ପାଇଁ, ମୃତ ଲୁହା ଟିକେ କଟାଯିବ |ଆମେ ମଧ୍ୟ ଉତ୍ପାଦନ ବେଗ ବୃଦ୍ଧି କରିବାରେ ବିଫଳ ହେଲୁ |ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲର ଭଲ ଶକ୍ତି ଅଛି |ଯେତେବେଳେ ଆମେ ଆକୃତି ଗ୍ରହଣ କରୁ, ଆମର ଅଧିକ ପଦକ୍ଷେପ ଅଛି |ଲ iron ହ ପାଇଁ ସାଧାରଣ ଛାଞ୍ଚ ପାଇଁ, ଏହା କେବଳ 2 ଟି ପଦକ୍ଷେପ ନେଇଥାଏ |ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଅଂଶଗୁଡିକ ପାଇଁ, 5-6 ଫିନିସିଂ ଷ୍ଟେପ୍ ଆବଶ୍ୟକ |ଏହି ପରିପ୍ରେକ୍ଷୀରେ, ଆମେ ନିଶ୍ଚିତ କରିପାରିବା ଯେ ଚିତ୍ରଗୁଡ଼ିକ 100% ଚିତ୍ର ସହିତ ମେଳ ଖାଉଛି |
ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଅଂଶଗୁଡିକ କେତେ ଶୀଘ୍ର ଉତ୍ପାଦିତ ହୁଏ?ଏହା ପ୍ରତି ମିନିଟରେ ପ୍ରାୟ 100 ଥର |ସବୁକିଛି ଉତ୍ପାଦ ଏବଂ ଛାଞ୍ଚ ଡିଜାଇନ୍ ଉପରେ ନିର୍ଭର କରେ |ଯଦି ଧାତୁ ଅଂଶ ଥ୍ରେଡ୍ ହୋଇଯାଏ, ଗତି କମ୍ ହେବ, ପ୍ରତି ମିନିଟ୍ରେ ମାତ୍ର 60 |ଯଦି ଏହା ଅଧିକ ଗତି ଆବଶ୍ୟକ କରେ, ସୂତ୍ରଟି ସୁରୁଖୁରୁରେ ଚାଲିବ ନାହିଁ |
-
କଷ୍ଟୋମାଇଜଡ୍ ଇଲେକ୍ଟ୍ରିକାଲ୍ ଷ୍ଟାମ୍ପ୍ ପାର୍ଟସ୍ ଇଲେକ୍ଟ୍ରିକା ...
-
ଇଲେକ୍ଟ୍ରିକାଲ୍ କନେକ୍ସନ୍ ବକ୍ସ ପ୍ଲାଷ୍ଟିକ୍ ଇଞ୍ଜୁନ୍ସନ୍ ବାକ୍ସ ...
-
ବ Elect ଦ୍ୟୁତିକ ସମାବେଶ ପିତ୍ତଳ ଉଚ୍ଚ ସଠିକତା ଧାତୁ ...
-
କଷ୍ଟୋମାଇଜ୍ ହୋଇଥିବା ୟୁରୋପୀୟ ଶ style ଳୀରେ ତମ୍ବା ଷ୍ଟାମ୍ପିଂ ମେଟା ...
-
କଷ୍ଟୋମାଇଜ୍ ହୋଇଥିବା ଫସଫୋରସେଣ୍ଟ୍ ବ୍ରୋଞ୍ଜ୍ କଣ୍ଟାକ୍ଟ ଷ୍ଟାମ୍ପ ...
-
ଲେଥ୍ ଧାତୁ ଅଂଶ ସକେଟ୍ ଅଂଶ ଇସ୍ପାତ / ପିତ୍ତଳ କ୍ଲମ୍ପ ...